| 机械加工 | 激光切割 |
|---|---|
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |

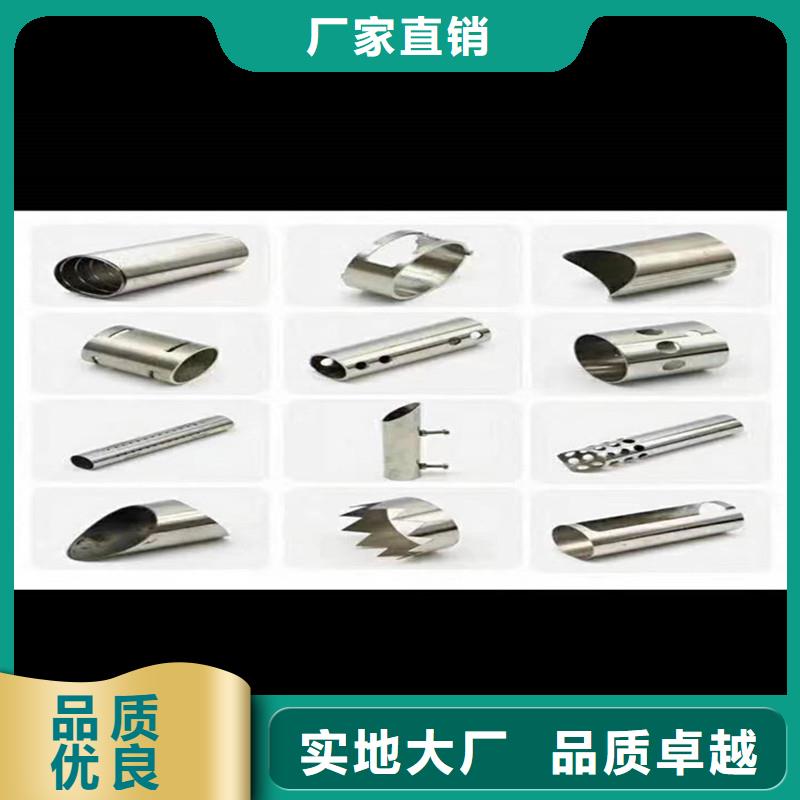
1. 激光汽化切割
利用高能量密度的激光束对工件进行加热 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,温度迅速上升,在很短的时间内达到材料的沸点。蒸汽以高速喷射出来,同时在材料上形成一个缺口。材料的汽化热一般都很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割很薄的金属和非金属材料(如纸、布、木、塑料、橡胶、泡沫等)。超短脉冲激光使该技术可以应用于其他材料。金属中的自由电子会吸收激光并剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,物质直接升华,没有时间将能量以热的形式转移到周围的物质。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2. 激光熔化切割
在激光熔化切割中,通过激光加热熔化金属材料,然后通过与光束同轴的喷嘴注入非氧化气体(AR、he、N等),液态金属被气体的强大压力排出,形成切口。激光熔融切割不需要将金属完全汽化,所需能量仅为汽化切割的1 / 10。激光切管
激光熔切主要用于切割一些不氧化的材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。

与传统的切割工艺相比,激光切管机切割的管段更加光滑,切割的管段可以直接用于焊接,减少了加工过程。与传统管件加工需要切削、冲裁、弯曲等工序相比,传统管件加工工艺消耗大量模具。不仅可以减少切割过程,而且可以提高切割质量。
不锈钢管是日常生活中常见的金属管。传统的加工方式有磨床切割和高速钢锯片切割,但这种效率相对较低的加工方式只适用于小批量生产,加工后产品的一致性难以控制。而不锈钢管激光切割机可以使生产自动化,切割效率提高一倍。应用不锈钢管激光切割机切割管材有以下优点:多功能切割:不锈钢管材激 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打光切割机可任意设计切割各种复杂图形或文字,触发更多新的管材设计灵感,帮助您快速完成新产品的开发,降低研发成本。易接近性好:不锈钢管激光切割机易接近性好,方便上料。可成倍提高生产效率。

目前,激光切管过程中存在的质量问题主要有:零件引出点过热、零件拐角过热、切管表面倾斜、圆形零件变形或无法闭合等,直接导致管材浪费严重,切管生产效率低下。数控切管技术是指数控制系统在切管控制软件中提供先进的切管工艺和丰富的经验,使切管操作人员通过熟练使用该控制系统,实现高质量、高 效率的数控切割。数控激光切管技术是一种大批量、高 效率、高质量的切管生产方式,数控切管的核心是数控切管系统 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。
由于管道切割(尤其是小直径的方管),溶解的炉渣附着在管道内壁,切割产生的大部分热量被工件吸收。当切割密度较大时,往往会造成管材过热、四角及四角过烧,严重影响切割质量,甚至无法切割。对于这类问题可以采用:1、增加氧气压力的方法;2、通过软件提高锐角合成的速度。3、激光切割头皮带高度传感伺服系统能保证在切割过程中,切割喷嘴与工件台面高度保持一致(焦点一致),使切割效果不受工件表面变化的影响。

随着激光切割技术的创新和发展,实现了激光自动切割技术。激光切管因此在实际的钣金加工环节为了充分利用这种技术我们应该不断完善相关的自动化系统如计算机网络控制技术以进一步加强加工过程的自动控制功能有效提高加工效率和加工质量。同时也可以向无人加工操作的方向发展。其次根据的类型和实际需要钣金加工、二氧化碳激光切割技术可以实现集成操作模式选择机器和电力如使用焦点位置控制技术和切割和穿刺技术以 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打实施有效的切割、焊接、钻井和其他钣金加工的操作材料以提高钣金加工的质量。
![[内蒙古]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/2798/new_card.jpg "[内蒙古]鸿山金属制造有限公司名片")