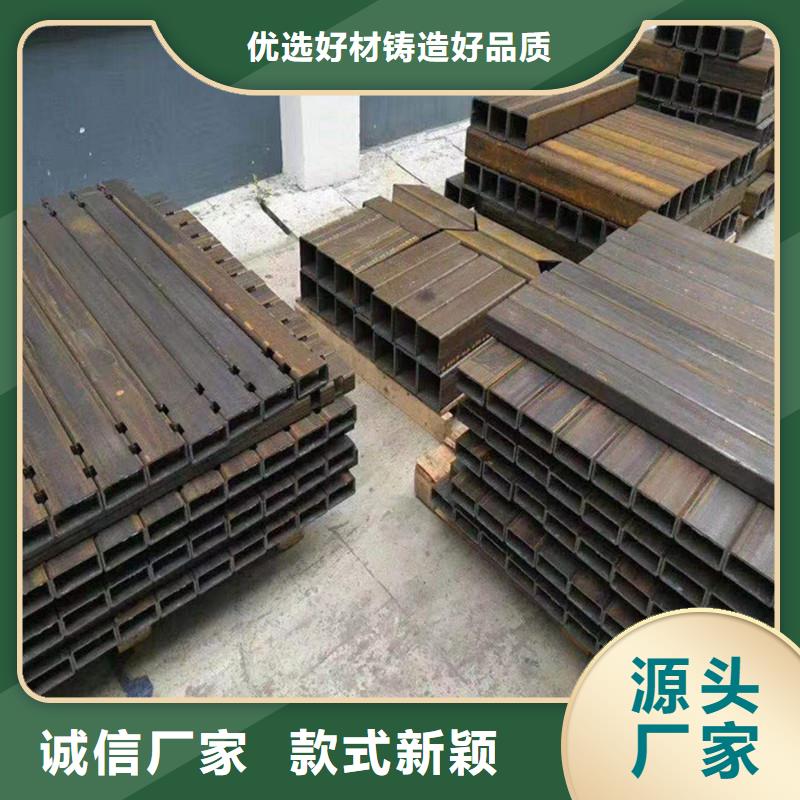
| 机械加工 | 激光切割 |
|---|---|
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打在金属激光切割机的实际切割过程中,能够切割通过的板材的厚度是有限的,这与切割边缘的铁不稳定燃烧密切相关。为了使燃烧过程继续进行,狭缝顶部的温度须达到燃点。单靠氧化铁燃烧反应释放的能量并不能保证燃烧过程的连续性。
一方面,由于从喷嘴流出的氧气使狭缝不断冷却,使切削刃温度降低;另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍了氧气的扩散。当氧气浓度降低到一定程度时,燃烧过程就会熄灭。采用传统的会聚光束进行激光切割时,激光束作用于表面的面积非常小。由于激光功率密度高,工件表面温度不仅在激光辐射区域内达到燃点,激光切管而且由于热传导在更宽的区域内。作用在工件表面的氧流直径大于激光束直径。这表明,不仅在激光辐射区域,而且在激光光斑的外围也发生了强烈的燃烧反应。

联合的形式有三种基本情况即两个不同的贱金属的联合联合相同的贱金属但不同的填充金属(如联合与奥氏体中碳调质钢焊接的焊 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打接材料)和复合金属板的联合。激光切管不同材料的焊接是将两种不同的金属焊接在一起,产生与母材具有不同性能和组织的过渡层。由于不同金属在元素性能、物理性能和化学性能上存在显著差异,不同金属的焊接在焊接机理和操作工艺上要比相同材料复杂得多。
异种材料焊接存在的主要问题如下
1. 不同材料之间的熔点差异越大,越难焊接。
这是因为当低熔点的材料达到熔化状态时,高熔点的材料仍处于固态。此时,熔化的材料容易渗透到过热区晶界,造成低熔点材料的损失,合金元素的燃烧或蒸发,使焊接接头难以焊接。例如,在焊接铁和铅时(熔点差别很大),两种材料在固态时既不能相互溶解,在液态时也不能相互溶解。液态金属呈层状分布,冷却后分别结晶。

1. 激光汽化切割
利用高能量密度的激光束对工件进行加热 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,温度迅速上升,在很短的时间内达到材料的沸点。蒸汽以高速喷射出来,同时在材料上形成一个缺口。材料的汽化热一般都很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割很薄的金属和非金属材料(如纸、布、木、塑料、橡胶、泡沫等)。超短脉冲激光使该技术可以应用于其他材料。金属中的自由电子会吸收激光并剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,物质直接升华,没有时间将能量以热的形式转移到周围的物质。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2. 激光熔化切割
在激光熔化切割中,通过激光加热熔化金属材料,然后通过与光束同轴的喷嘴注入非氧化气体(AR、he、N等),液态金属被气体的强大压力排出,形成切口。激光熔融切割不需要将金属完全汽化,所需能量仅为汽化切割的1 / 10。激光切管
激光熔切主要用于切割一些不氧化的材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。

针对以上提出的解决方案 激光打孔是通过高功率密度 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,有针对性的解决,势必会提高激光切管加工设备的使用效率,从而改善切管效率低、切管质量差,造成严重的管材浪费,提高企业生产加工产品的效率,为企业创造更好的利润。近年来,三维激光管切割技术发展迅速,应用领域越来越广泛,特别是在汽车、模具和航空制造业。在汽车工业中,采用三维激光管切割技术对车身管类零件进行切割,可以替代传统制造工艺中的修边模和冲孔模。工艺步骤简单,制造周期短,切割速度快,狭缝宽度小,加工质量高,同时也能大大降低成本。缩短新车型的开发周期。具有良好的经济价值和应用前景。工业上常用的三维激光切割设备有两种:三维激光切割机床和激光切割机器人。三维激光切割机刚性好,加工速度快,加工精度高,但激光头接近加工区域能力差,价格昂贵。虽然激光切割机器人具有很高的柔性,增强了激光头接近加工区域的能力,并且可以利用光纤传输的高功率固体激光器进行高柔性加工。但在加工速度和加工精度上还不如三维激光切割机床。因此,为了提高切割精度和切割质量,世界各大汽车公司普遍采用三维激光切割机床。
![[内蒙古]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/2798/new_card.jpg "[内蒙古]鸿山金属制造有限公司名片")